
 English
English Español
Español عربى
عربىيمثل قالب الأكواب البلاستيكية ذات المساحة الرقيقة ابتكارًا في صناعة الأكواب ا...
-

+86-15068654601
-

No.62 Zhao Feng Road, Huangyan, Taizhou, Zhejiang, China
+86-15068654601
No.62 Zhao Feng Road, Huangyan, Taizhou, Zhejiang, China
أوقات الدورات التي تستغرق وقتًا أطول مما ينبغي، والتجاويف التي تنتج أجزاء بأوزان غير متناسقة، والتبريد الذي يصبح عنق الزجاجة قبل أن يحصل أي شيء آخر على فرصة - هذه هي إحباطات الإنتاج التي يواجهها مصنعو الدلاء البلاستيكية عندما لا تتطابق الأدوات مع هدف الإنتاج. القالب ليس مجرد الأداة التي تصنع الجزء. فهو يضع سقفًا لما يمكن أن يحققه خط الإنتاج فعليًا، وهذا السقف إما أن يعمل لصالحك أو ضدك في كل نوبة عمل. أ سطل دلو العفن تم تصميمه بكفاءة كهدف حقيقي يغير تلك الصورة، وفهم مصدر المكاسب فعليًا هو ما يفصل بين استثمار الأدوات المدروس جيدًا والتخمين باهظ الثمن.

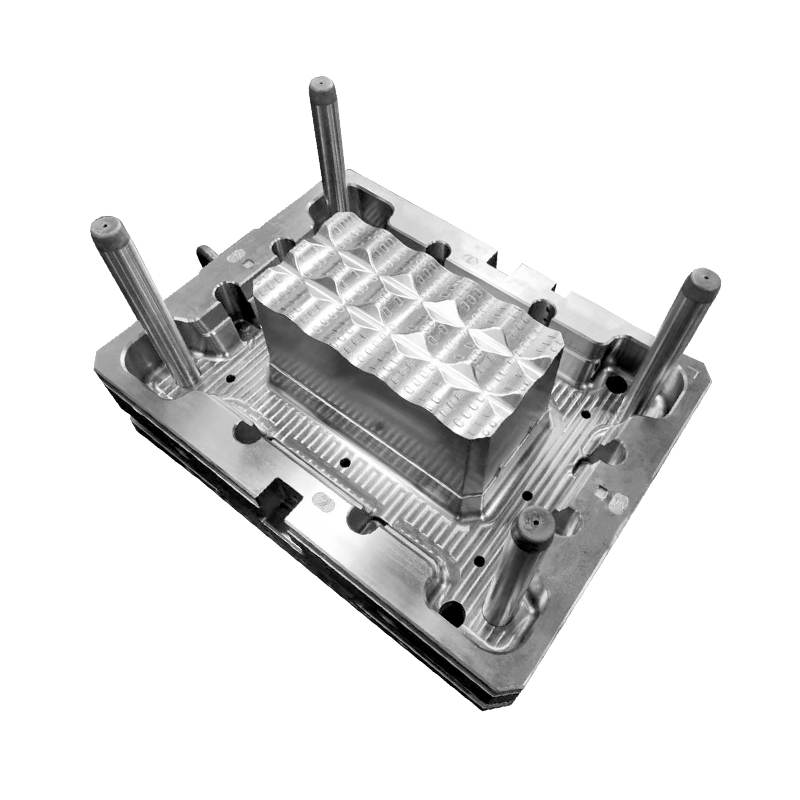
قالب دلو السطل هو الأدوات الفولاذية المستخدمة في قولبة الحقن لتشكيل دلاء وحاويات بلاستيكية. يدخل البلاستيك المنصهر إلى التجويف تحت الضغط، ويتجمد على شكل الأداة، ويتم إخراجه كجزء نهائي. ثم يُغلق القالب ويحدث الأمر برمته مرة أخرى.
توفر آلة التشكيل بالحقن القوة والحرارة. لكن القالب هو الذي يقرر كيفية استخدام تلك الطاقة ومدى سرعة دوران العملية في كل دورة. يمكن لمصنعين يشغلان نفس الآلة بقوالب مختلفة أن ينتجا أحجام إنتاج مختلفة تمامًا - والفجوة ليست لغزًا بمجرد أن تفهم ما يتحكم فيه القالب.
ما الذي يحدده القالب المصمم جيدًا:
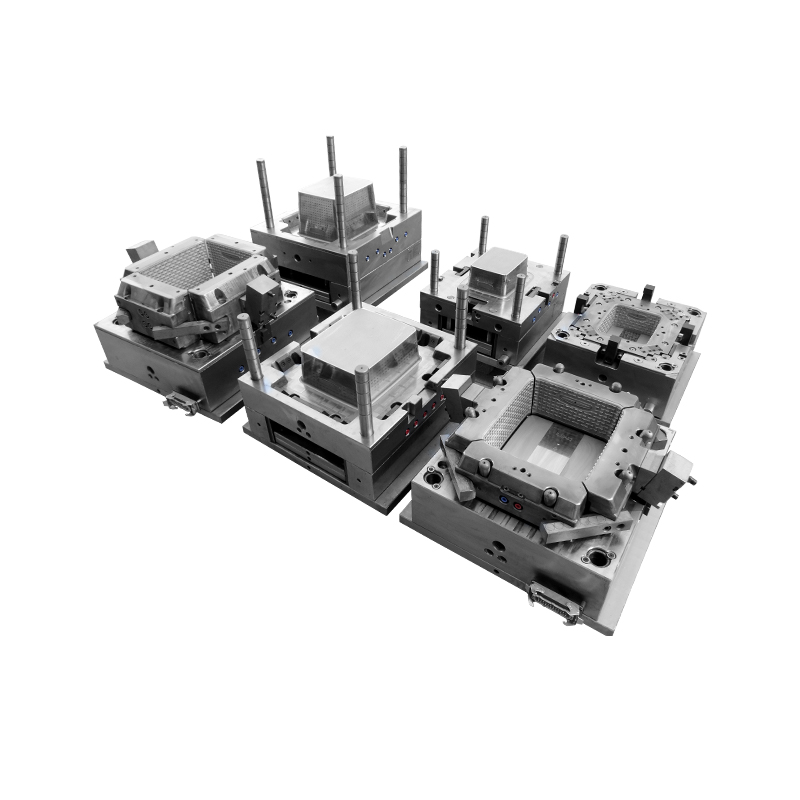
قالب ذو تجويف واحد يصنع سطلًا واحدًا في كل دورة. قالب ذو تجويفين يصنع اثنين. يصنع القالب ذو التجاويف الأربعة أربعة - كلهم من نفس الحقن، ونفس فترة التبريد، ونفس تسلسل الإخراج. طالما أن الماكينة لديها ما يكفي من قوة التثبيت وحجم الحقن لملء كل شيء بشكل نظيف، فإن الأدوات متعددة التجاويف تضاعف الإنتاج دون مضاعفة وقت الدورة.
هذه واحدة من أكثر الروافع المباشرة المتاحة في إنتاج السطل. يعد الاستثمار في الأدوات أعلى، ولكن يتم استعادته من خلال زيادة عدد الأجزاء في الساعة، وانخفاض تكلفة العمالة لكل وحدة، وانخفاض تكلفة الطاقة لكل جزء. تميل الرياضيات إلى العمل بشكل واضح في البيئات ذات الحجم الكبير.
ومع ذلك، فإن الأدوات متعددة التجاويف ليست قابلة للتطوير بشكل لا نهائي. تأتي الحدود العملية من قدرة قوة التثبيت، وحجم الحقن، وحمل نظام التبريد، والحجم المادي للقالب على لوح الآلة. بالنسبة للدلاء ذات الحجم الكبير، يعد وجود تجاويف اثنين أو أربعة بمثابة تكوين إنتاج شائع. بالنسبة للحاويات الأصغر حجمًا، يمكن تحقيق أعداد أعلى على الآلات ذات الحجم المناسب.
في قوالب حقن المنتجات مثل الدلاء والدلاء - التي لها جدار ذو سماكة كبيرة - يمثل التبريد عادةً جزءًا كبيرًا من الدورة الإجمالية. يصل البلاستيك إلى درجة حرارة عالية ويجب أن يتصلب قبل أن يتم إخراجه بشكل نظيف. إذا كان نظام التبريد غير كاف أو غير متساو، فإن الجزء إما يلتوي بعد أن يترك القالب أو يجب أن يبقى في الأداة لفترة أطول من اللازم.
إن شبكة قنوات المياه التي تمر عبر القالب هي التي تسحب تلك الحرارة إلى الخارج. تحدد كيفية وضع هذه القنوات مدى سرعة حدوث التبريد ومدى تساويه.
تقوم القنوات التي تتبع بشكل وثيق شكل سطح التجويف بسحب الحرارة للخارج بشكل متساوٍ أكثر من القنوات المحفورة بشكل مستقيم والتي تعمل على مسافة من المناطق الحرجة. بالنسبة لقوالب السطل ذات الجدران المنحنية وسمك متفاوت، فإن تغطية التبريد الجيدة عبر سطح التجويف الكامل تنتج نتائج أكثر اتساقًا.
عندما يعمل التبريد بشكل جيد:
لا شيء من هذا يتطلب آلة أكثر قوة. يتطلب قالبًا أفضل تصميمًا.
في قالب العداء البارد، يتصلب البلاستيك الذي يملأ القنوات التي تربط نقطة الحقن بالتجاويف مع كل طلقة. يتم إخراج هذا العداء المتصلب مع الجزء - كمادة يتم التخلص منها أو إعادة تدويرها. وهو يمثل تكلفة المواد وخطوات الدورة الإضافية.
يحافظ نظام العداء الساخن على تلك القنوات في درجة حرارة الذوبان طوال فترة التشغيل. لا شيء يتصلب في العداء، لذلك لا يوجد شيء يمكن إخراجه أو فصله أو إعادة تدويره. كل طلقة تذهب مباشرة إلى التجاويف.
بالنسبة لإنتاج السطل بكميات كبيرة، عادة ما تكون حالة الكفاءة للعداء الساخن واضحة ومباشرة. تضاف مادة العداء إلى ملايين الدورات. تخفيضات وقت الدورة من خلال القضاء على طرد العداء وخطوات الفصل المركبة خلال كل وردية. كما يظل ضغط التعبئة ودرجة الحرارة أكثر اتساقًا عبر التجاويف، مما يدعم جودة الجزء.
المقايضة هي ارتفاع تكلفة العفن والمزيد من التعقيد في التحكم في درجة الحرارة. يعتمد ما إذا كان الاستثمار سيعود على الحجم وتكلفة المواد والقيمة النسبية لتقليل وقت الدورة لتلك العملية المحددة.
| عامل التصميم | كيف يؤثر على الكفاءة | ماذا يحدث عندما يتم تنفيذه بشكل سيء |
|---|---|---|
| عدد التجويف | مجموعات أجزاء لكل دورة | انخفاض الإنتاج بالنسبة لقدرة الآلة |
| تخطيط قناة التبريد | يتحكم في وقت التبريد والتوحيد | دورات طويلة، تزييفها، اختلاف الأبعاد |
| نوع النظام عداء | يؤثر على هدر المواد وخطوات الدورة | نفايات العداء، تعبئة غير متناسقة، خطوات إضافية |
| موقع البوابة وتصميمها | يتحكم في توازن التعبئة والانتهاء من السطح | خطوط اللحام، اللقطات القصيرة، العيوب السطحية |
| تصميم نظام الطرد | يحدد سرعة الإصدار والنظافة | طرد بطيء، تلف جزئي، دورات ممتدة |
| درجة الصلب والصلابة | يؤثر على استقرار الأبعاد مع مرور الوقت | التآكل المبكر، انحراف التجويف، مشاكل الجودة |
| محاذاة قاعدة القالب | يتحكم في الاتساق من جزء إلى جزء | فلاش، انجراف الأبعاد، مشاكل المصب |
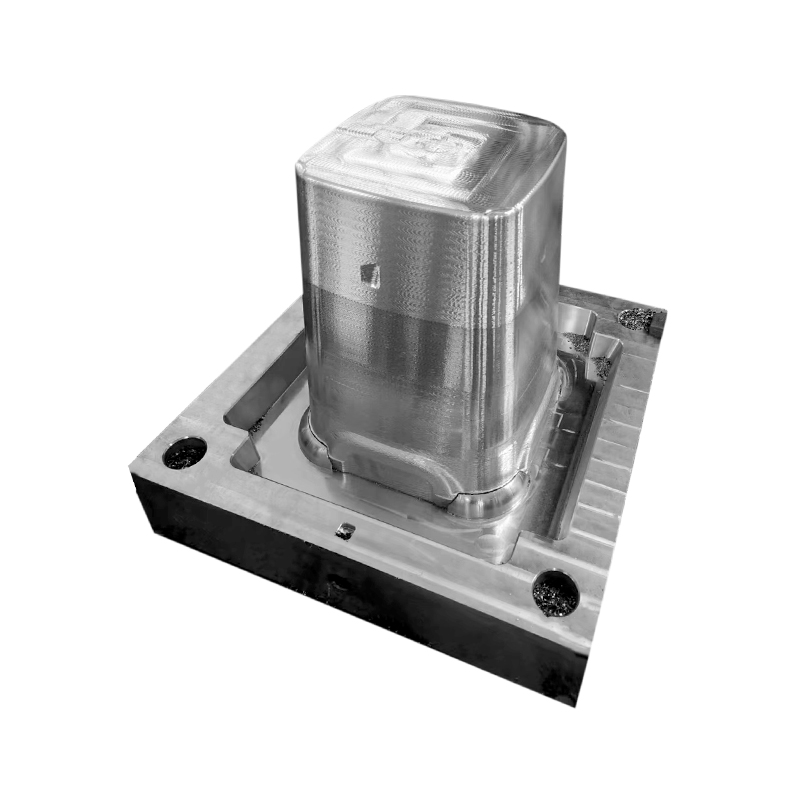
بعد التبريد، يفتح القالب ويجب أن يترك الجزء التجويف بشكل نظيف. بالنسبة للدلاء — التي تتميز بجدران عميقة حتى مع وجود سحب كبير — يتطلب القذف الموثوق دون تشويه الجزء نظامًا مطابقًا للهندسة.
تعتبر ألواح التجريد، ودبابيس القاذف، والقذف بمساعدة الهواء من الأساليب الشائعة، وبالنسبة للدلاء، يتم استخدام المساعدة الهوائية التي تكسر الفراغ بين الجزء والقلب بشكل متكرر. عندما يلتصق القذف، أو يحدد الجزء، أو يجبر الدورة على التوقف مؤقتًا أثناء إزالة الجزء، فإن فقدان الوقت يتراكم بسرعة عبر التحول.
يقوم نظام الطرد المصمم بعناية لهندسة الجزء المحدد بأمرين في وقت واحد: فهو يحافظ على وقت الدورة ضيقًا ويحافظ على انخفاض معدل الرفض. وكلاهما مهم لاقتصاديات الإنتاج.
يحدد الفولاذ المستخدم في التجويف والمكونات الأساسية مدى احتفاظ القالب بأبعاده بمرور الوقت. نظرًا لأن الأداة تدور عبر ضغط الحقن والحرارة وقوى القذف ملايين المرات، فإن الفولاذ الأكثر ليونة أو ذات الدرجة المنخفضة يتآكل على أسطح التجويف ومناطق البوابة وخطوط الفراق.
يكون هذا التآكل بطيئًا في البداية ومن السهل تجاهله. ثم تبدأ الأجزاء في الانجراف الأبعاد. يظهر الفلاش عند خط الفراق. أصبحت التدخلات عالية الجودة أكثر تواترا. في نهاية المطاف، يؤدي استبدال التجويف إلى انقطاع كبير في الإنتاج.
فولاذ الأدوات عالي الجودة، المقسى بشكل صحيح ومصقول السطح، يحافظ على أبعاده طوال عمر خدمة أطول. يتم استرداد تكلفة القالب الإضافية من خلال تقليل مشكلات الجودة، وتقليل فترات التوقف غير المخطط لها، وفترة زمنية أطول قبل أن تصبح الصيانة الرئيسية ضرورية.
إن قالب السطل الذي يعمل في خلية آلية - مع معلمات حقن متسقة، وإزالة الأجزاء تلقائيًا، والفحوصات المضمنة - ينتج مخرجات أكثر اتساقًا من الخط الذي تتم مراقبته يدويًا. يؤدي اختلاف المشغل بين الدورات، والتعامل مع حالات عدم الاتساق، واختلافات التوقيت، إلى حدوث تباين يزيله التشغيل الآلي.
وبعيداً عن التوفير الواضح في العمالة، هناك فوائد عملية تتعلق بالكفاءة ومن السهل الاستهانة بها:
لكي يدعم تصميم القالب التشغيل الآلي بشكل فعال، يجب أن تكون هندسة خروج الأجزاء وتوقيت الدورة واتساق الإخراج جزءًا من المواصفات منذ البداية - ولا يتم تعديلها بعد إنشاء الأداة بالفعل.
قبل تقديم طلب القالب، تميل بعض الأسئلة العملية إلى الكشف عما إذا كانت الأداة المقترحة ستوفر بالفعل أداء الإنتاج المطلوب:
الموردون الذين يجيبون على هذه الأسئلة على وجه التحديد ولديهم وثائق وراء الإجابات ينتمون إلى فئة مختلفة عن أولئك الذين يجيبون بشكل عام.
يتم دمج كفاءة الإنتاج في تصنيع السطل البلاستيكي في القالب قبل تشغيل الجزء الأول. يقوم عدد التجويف بتعيين مضاعف الإخراج. يحدد تصميم التبريد الحد الأدنى لوقت الدورة. يحدد نظام العداء إنتاجية المواد. تحدد درجة الفولاذ مدة احتفاظ الأداة بأدائها. يتم اتخاذ كل من هذه القرارات أثناء مواصفات القالب، ولكل منها تأثير مباشر على ما يقدمه خط الإنتاج يومًا بعد يوم. تقوم شركة Taizhou Huangyan Edge Mould Co., Ltd. بتصنيع أدوات قوالب دلو السطل لإنتاج الحاويات البلاستيكية، وتعمل مع الشركات المصنعة على تكوين التجويف، وتصميم التبريد، واختيار المواد، ومتطلبات حجم الإنتاج. إذا كنت تخطط لخط إنتاج سطل جديد أو تقوم بمراجعة خيارات الأدوات لعملية حالية، فإن التواصل مع الفريق الفني الخاص بهم يعد خطوة عملية تالية.

يمثل قالب الأكواب البلاستيكية ذات المساحة الرقيقة ابتكارًا في صناعة الأكواب ا...
تم تصميم قالب الصناديق البلاستيكية للأغذية والمشروبات لدينا بدقة لتلبية الاحت...
في عالم حلول تخزين الأثاث البلاستيكي، يعتبر قالب الحقن الخاص بنا بمثابة شهادة...
في عالم تصميم الأثاث المعاصر، يبرز مقعد الروطان البلاستيكي المتين كدليل على ا...
تايتشو هوانغيان حافة العفن المحدودة
هاتف: +86-15068654601
بريد: [email protected]
عنوان: No.62 Zhao Feng Road, Huangyan, Taizhou, Zhejiang, China
حقوق النشر © Taizhou Huangyan Edge Mould Co., Ltd. كل الحقوق محفوظة.