
 English
English Español
Español عربى
عربىيمثل قالب الأكواب البلاستيكية ذات المساحة الرقيقة ابتكارًا في صناعة الأكواب ا...
-

+86-15068654601
-

No.62 Zhao Feng Road, Huangyan, Taizhou, Zhejiang, China
+86-15068654601
No.62 Zhao Feng Road, Huangyan, Taizhou, Zhejiang, China
ترقيم التجاويف وأنماط ترتيب أدوات المائدة.
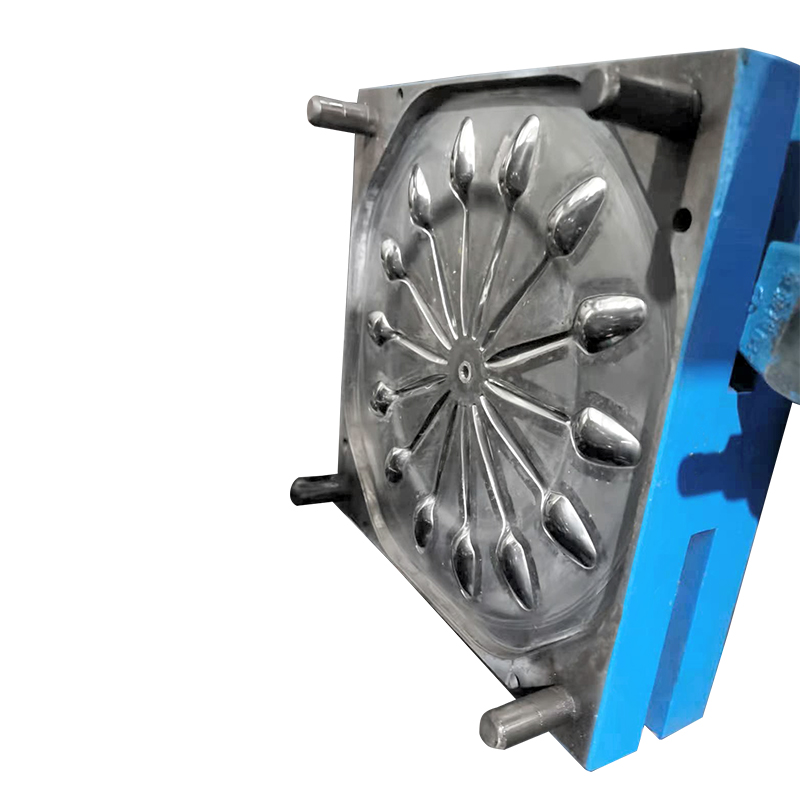
قوالب أدوات المائدة متعددة التجاويف إنتاج شوكات أو سكاكين أو ملاعق متعددة في دورة حقن واحدة. تتراوح أعداد التجاويف عادةً من 8 إلى 64، اعتمادًا على حجم الجزء وقوة تثبيت الماكينة. تتطلب الملعقة التي يبلغ طولها 150 ملم مساحة إسقاط تتراوح بين 10-15 سم². تبلغ المساحة الإجمالية المتوقعة للقالب ذو 48 تجويفًا لمثل هذه الملاعق 480-720 سم²، مما يتطلب قوة تثبيت تبلغ 250-450 طنًا (محسوبة عند 0.5-0.7 طن/سم² للبولي بروبيلين). يتبع ترتيب التجويف نمطين. الترتيبات الخطية تضع التجاويف في 2-4 صفوف على طول القالب، وهي مناسبة لأدوات المائدة ذات المقاطع المستقيمة. تضع الترتيبات الشعاعية أو النجمية تجاويف حول ذرب مركزي، مما يقلل من اختلاف مسافة التدفق بين التجاويف ولكنه يعقد عملية القذف. يتم الحفاظ على المسافة بين التجاويف المجاورة عند 35-50 ملم للسماح بوضع قناة التبريد. تظهر القوالب ذات المسافات بين التجاويف أقل من 35 مم اختلافًا في درجة الحرارة بمقدار 8-12 درجة مئوية عبر وجه القالب، مما يتسبب في حشو غير متساوٍ.
تصميم نظام عداء لملء موحد.
يجب أن تمتلئ جميع التجاويف الموجودة في القالب متعدد التجاويف في نفس الوقت والضغط تقريبًا. يحقق نظام الجري المتوازن تباينًا في وقت التعبئة أقل من 0.1 ثانية بين التجويف الأول والأخير. بالنسبة لقوالب أدوات المائدة، تكون المقاطع العرضية للعداء شبه منحرفة أو مستديرة بالكامل. توفر المجاري المستديرة (قطرها 4-8 مم) انخفاضًا أقل في الضغط ولكنها تتطلب تصنيعًا آليًا في نصفي القالب، مما يزيد من التكلفة. يتم تشكيل المجاري شبه المنحرفة (عرض القاعدة 6-10 مم، والعمق 3-5 مم) إلى نصفين فقط. يتم الحفاظ على طول العداء من الذباب إلى كل تجويف متساويًا؛ إذا كان التماثل الهندسي مستحيلا، يتم تعديل أقطار العداء. يتلقى التجويف الذي يبعد مسافة 50 مم عن الذباب قطرًا أكبر بمقدار 0.5-1.0 مم للتعويض. تتنبأ محاكاة التدفق الحاسوبي (Moldflow أو ما شابه) باختلال التوازن في التعبئة. بالنسبة لقالب ملعقة متوازن ذو 32 تجويفًا، تُظهر محاكاة التدفق اختلافًا في ضغط التجويف بنسبة 2-5% عبر جميع التجاويف. قد يُظهر القالب غير المتوازن اختلافًا في الضغط بنسبة 15-25%، مما يؤدي إلى حدوث لقطات قصيرة في بعض التجاويف ووميض في تجاويف أخرى.
نوع البوابة وموقعها لملفات أدوات المائدة الرفيعة.
تبلغ سماكة أجزاء أدوات المائدة 1.5-3.0 ملم عند المقبض و0.5-1.5 ملم عند الوعاء أو السنون. يجب وضع البوابة - حيث يدخل البلاستيك المنصهر إلى التجويف - في مكانها لتجنب الضغط الناجم عن التدفق في المقاطع الرقيقة. تشتمل أنواع البوابات الشائعة لقوالب أدوات المائدة متعددة التجاويف على بوابات حافة (عرض 2-4 مم، وسمك 0.8-1.5 مم) تقع عند نهاية المقبض، وبوابات مروحية (عرض 6-12 مم، تتناقص إلى 0.5-1.0 مم) للملاعق ذات الأوعية العريضة. تُستخدم بوابات الأنفاق (البوابات البحرية) للتفريغ التلقائي؛ يتم قص البوابة عند فتح القالب، مما يلغي خطوة التشذيب المنفصلة. تتطلب بوابة النفق فتحة قطرها 0.8-1.2 ملم بزاوية 30-45 درجة. يجب أن يتجنب موقع البوابة منطقة سن الشوكات (حيث ينخفض سمكها إلى 0.5-0.8 مم) لأن تسخين القص عند البوابة يمكن أن يرفع درجة حرارة الذوبان بمقدار 15-30 درجة مئوية محليًا، مما يسبب علامات الحروق. في قالب شوكة ذو 48 تجويفًا، يؤدي وضع البوابة عند نهاية المقبض على بعد 10-15 مم من عنق الشوكة إلى إنتاج تدفق مقبول. يؤدي وضع البوابة على مسافة أقرب من 8 مم من الأسنان إلى زيادة معدلات الرفض من 2% إلى 8-12%.
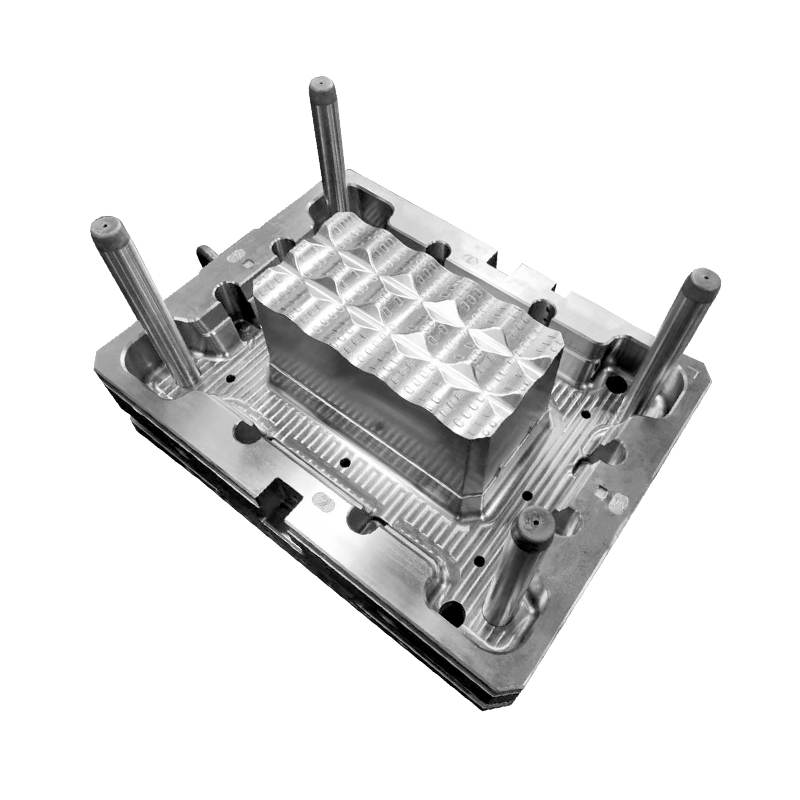
نظام طرد لقوالب أدوات المائدة ذات التجويف العالي.
تتطلب قوالب أدوات المائدة متعددة التجاويف أنظمة طرد تقوم بإزالة جميع الأجزاء في وقت واحد دون تشويه. تتضمن طرق الطرد ألواح التجريد ودبابيس القاذف ونفخ الهواء. تُفضل ألواح التقشير (لوحة متحركة تدفع الأجزاء بعيدًا عن القلب) لأدوات المائدة الرفيعة لأنها توزع قوة القذف بالتساوي. تقوم لوحة متجردة بتعشيق أدوات المائدة عند محيط المقبض (عرض التلامس 2-3 مم). تُستخدم دبابيس القاذف (قطرها 1.5-3.0 مم) عندما تمنع هندسة الجزء وجود لوحة متجرد. بالنسبة لقالب السكين ذو 64 تجويف، يتم ترتيب 64 إلى 128 دبوس قاذف في صفوف. يجب التحكم بشكل إيجابي في عودة دبوس القاذف؛ عودة الربيع لا يمكن الاعتماد عليها فوق 32 تجاويف. تعتبر ألواح القاذف الهيدروليكية أو الهوائية ذات محددات الشوط (10-20 مم) قياسية. يساعد طرد الهواء (0.4-0.6 ميجاباسكال من الهواء المضغوط المطبق من خلال الفتحات الأساسية) على تحرير الأجزاء ذات الخطوط العميقة. يؤدي الجمع بين لوحة التجريد وطرد الهواء إلى تقليل وقت الدورة بمقدار 0.5 إلى 1.0 ثانية مقارنة بدبابيس القاذف وحدها لأن المسامير تترك علامات شاهدة تتطلب معالجة لاحقة لبعض درجات أدوات المائدة. بالنسبة لأدوات المائدة الطبية أو الملامسة للطعام، تكون العلامات الشاهدة من دبابيس القاذف مقبولة طالما ظلت خشونة السطح أقل من Ra 0.8 ميكرومتر.
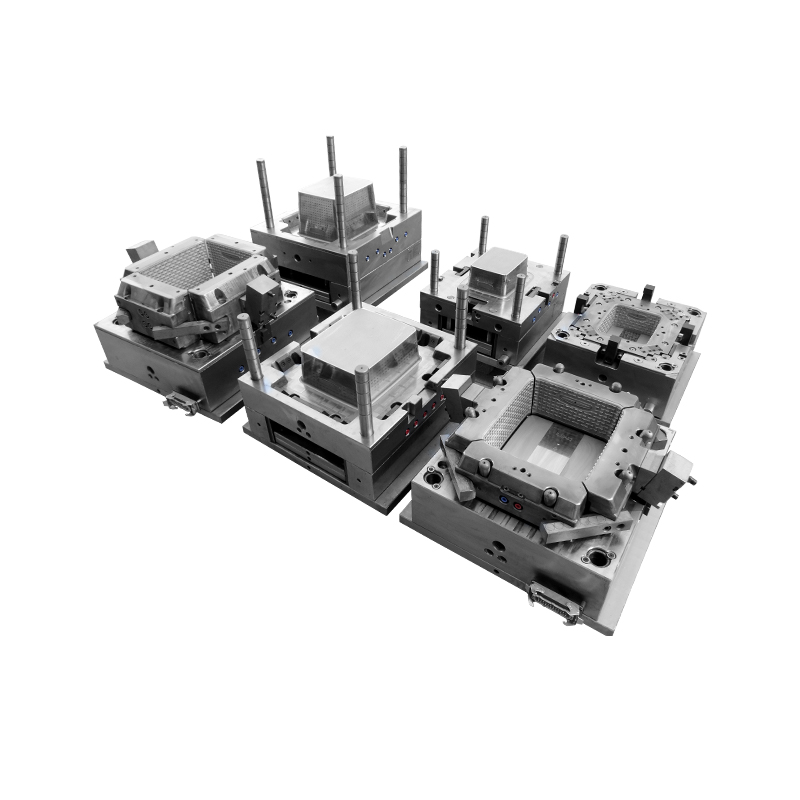
انهيار وقت الدورة للقوالب ذات التجويف العالي.
يتبع قالب أدوات المائدة متعدد التجاويف الذي يعمل على آلة التشكيل بالحقن دورة متكررة من خمس مراحل. بالنسبة لقالب ملعقة من مادة البولي بروبيلين ذو 48 تجويفًا، فإن التوقيتات النموذجية هي: إغلاق القالب (0.5-1.0 ثانية)، الحقن (1.5-3.0 ثانية اعتمادًا على وزن اللقطة - 200-500 جرام لـ 48 ملعقة)، الضغط المستمر (1.0-2.0 ثانية)، التبريد (6-12 ثانية - المرحلة السائدة)، وفتح/إخراج القالب (0.5-1.5 ثانية). يتراوح إجمالي وقت الدورة من 9.5 إلى 19.5 ثانية. عند الطرف الأدنى (9.5 ثانية)، يكون الناتج 48 ملعقة × 360 دورة في الساعة = 17280 ملعقة في الساعة. عند الطرف العلوي (19.5 ثانية)، يبلغ الإخراج 8860 ملعقة في الساعة. وتشغل مرحلة التبريد 60-70% من الدورة الإجمالية. يؤدي تقليل وقت التبريد بمقدار ثانيتين إلى زيادة الإنتاج بنسبة 20% تقريبًا لخط أساسي مدته 10 ثوانٍ. يتم تحديد وقت التبريد حسب سمك الجدار الجزئي؛ ويتطلب المقبض مقاس 2.0 مم تبريدًا لمدة 8-10 ثوانٍ؛ وعاء 1.0 ملم يتطلب 4-6 ثواني. يحدد القسم الأكثر سمكًا الحد الأدنى لوقت التبريد.
قياس الاتساق من جزء إلى جزء.
تنتج القوالب متعددة التجاويف حتماً اختلافات طفيفة بين التجاويف بسبب الاختلافات في التهوية والتبريد ومقاومة التدفق. تقيس مراقبة الجودة هذه الاختلافات من خلال أخذ العينات المنهجية. يتطلب البروتوكول القياسي أخذ جزء واحد من كل تجويف كل 4-8 ساعات من الإنتاج. يتم وزن هذه الأجزاء الـ 48 (للقالب ذو 48 تجويفًا) بشكل فردي. بالنسبة لملاعق البولي بروبيلين التي يبلغ طولها 200 مم وسمكها الأقصى 2.0 مم، يكون التباين المقبول في وزن التجويف إلى التجويف هو ±1.5% من المتوسط. يتطلب القالب الذي ينتج أجزاء ذات اختلاف في الوزن يزيد عن ±2.5% إجراء بحث. تشمل الأسباب الشائعة للاختلاف ما يلي: فتحات التهوية المسدودة في تجاويف محددة (فتحة تهوية مسدودة ببقايا بلاستيكية بمقدار 0.01 مم تزيد من مقاومة التعبئة بنسبة 20-30%)، أو انسداد قناة التبريد (ارتفاع درجة حرارة التجويف بمقدار 1 درجة مئوية يقلل الوزن بنسبة 0.2-0.5%)، أو بوابة تالفة (يؤدي تآكل البوابة إلى زيادة قطرها بمقدار 0.2 مم، مما يزيد معدل التعبئة ووزن الجزء بنسبة 1-2%). بعد الإصلاح، يجب أن يعود القالب إلى تباين ±1.5%. عادةً ما يُظهر القالب الذي يتجاوز ± 3.0% معدل خردة أعلى بنسبة 5-10% لأن الأجزاء من التجاويف منخفضة الوزن غير مكتملة، والأجزاء من التجاويف عالية الوزن بها وميض.
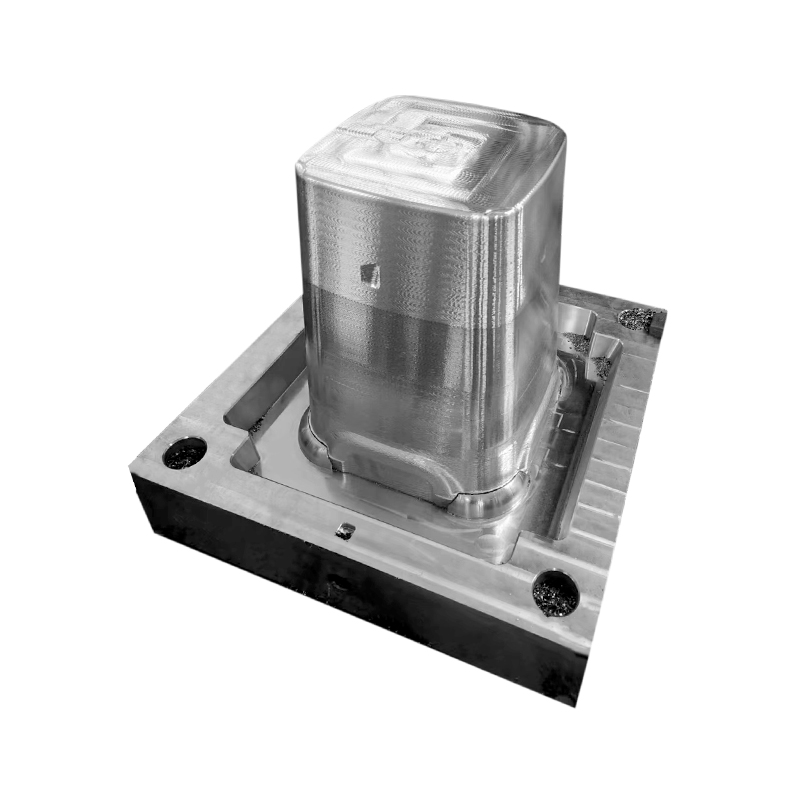
إدارة التآكل في قوالب أدوات المائدة ذات التجويف العالي.
تنتج القوالب متعددة التجاويف ملايين الدورات قبل الاستبدال. تم تصميم القالب النموذجي لأدوات المائدة التي يمكن التخلص منها من 5 إلى 10 ملايين دورة. يحدث التآكل في أربعة مواقع. تتعرض منطقة البوابة للتآكل بسبب الذوبان عالي السرعة (200-600 م / ث عند تقييد البوابة). بعد 2-3 مليون دورة، تزيد أبعاد البوابة بمقدار 0.1-0.2 ملم، مما يزيد وزن الجزء بنسبة 2-5% في التجاويف المصابة. تعمل البطانات البوابة المصنوعة من الفولاذ (صلابة 58-62 HRC) أو كربيد التنغستن على إطالة عمر البوابة إلى 5-8 ملايين دورة. يتآكل خط الفصل (حيث يلتقي نصفي القالب) بسبب قوة التثبيت والفلاش البلاستيكي. يؤدي التآكل بمقدار 0.03 مم عند خط الفراق إلى تقليل فعالية التثبيت، مما يسمح بتكوين الوميض. يتم نيتردة أسطح خطوط الفراق (عمق 0.05-0.10 مم، وصلابة سطح 60-65 HRC) لمقاومة التآكل. بعد 4 ملايين دورة، تؤدي إعادة طحن خط الفصل إلى استعادة التسطيح إلى حدود 0.01 ملم فوق سطح القالب. تتطلب الأسطح الأساسية والتجويفية لأدوات المائدة - خاصة أسنان الشوكة وأوعية الملاعق - تلميعًا بعد 3-5 ملايين دورة لأن خشونة السطح تزيد من Ra 0.1 ميكرومتر إلى Ra 0.4-0.6 ميكرومتر، مما يتسبب في التصاق الأجزاء. تتآكل دبابيس القاذف عند رأس الدبوس وتجويف التوجيه؛ يوصى باستبدال الدبوس كل 2 مليون دورة. يحافظ القالب الذي يتمتع بإدارة مناسبة للتآكل على معدلات رفض أقل من 2% طوال فترة الخدمة التي تتراوح بين 8 و10 سنوات.

يمثل قالب الأكواب البلاستيكية ذات المساحة الرقيقة ابتكارًا في صناعة الأكواب ا...
تم تصميم قالب الصناديق البلاستيكية للأغذية والمشروبات لدينا بدقة لتلبية الاحت...
في عالم حلول تخزين الأثاث البلاستيكي، يعتبر قالب الحقن الخاص بنا بمثابة شهادة...
في عالم تصميم الأثاث المعاصر، يبرز مقعد الروطان البلاستيكي المتين كدليل على ا...
تايتشو هوانغيان حافة العفن المحدودة
هاتف: +86-15068654601
بريد: [email protected]
عنوان: No.62 Zhao Feng Road, Huangyan, Taizhou, Zhejiang, China
حقوق النشر © Taizhou Huangyan Edge Mould Co., Ltd. كل الحقوق محفوظة.